 プレス加工一貫生産・樹脂成形・両技術の融合
プレス加工一貫生産・樹脂成形・両技術の融合株式会社 藤井製作所
04-7143-7136
FAX.04-7143-7139 千葉県柏市高田1116-46
プレス加工一貫生産・樹脂成形・両技術の融合04-7143-7136
FAX.04-7143-7139 千葉県柏市高田1116-46
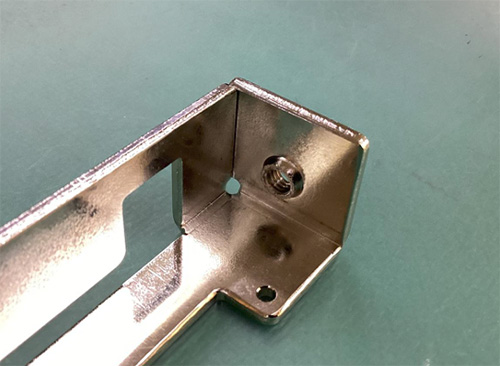
バーリング加工とは、金属板に設けた下穴の縁をパンチで押し広げ、円筒状のフランジ(立ち上がり)を成形するプレス加工技術です。薄板でも十分なねじ山深さを確保できるため、自動車・産業機器・建材など幅広い製品で欠かせない技術となっています。
本記事では、千葉県柏市でプレス加工の一貫生産を手がける株式会社 藤井製作所が、バーリング加工の基礎知識から設計のポイント、不良対策まで現場の知見をもとにわかりやすく解説します。発注・設計の担当者様が加工方法の選定や仕様検討を進める際の参考としてご活用ください。

バーリング加工は、大きく3つのステップで進みます。
板厚1枚分しかなかった穴縁が、フランジとして立体化することで、ねじ山を切るための有効長さが生まれます。これがバーリング加工の最大の特徴です。溶接やナットを追加せずに締結面を設けられるため、コスト削減・軽量化・工程短縮に貢献します。
バーリング加工には用途・形状に応じていくつかの種類があります。
| 種類 | 特徴 | 主な用途 |
|---|---|---|
| 張り出しバーリング | 下穴をパンチで押し広げてフランジを立ち上げる最も一般的な加工 | ねじ穴・配線穴・位置決め穴など幅広い用途 |
| ねじ立てバーリング | バーリングで立ち上げたフランジにタップを立ててねじ山を形成 | 薄板でもねじ締結が必要な箇所(電装ブラケット・産業機器カバー等) |
| 縮みバーリング | 穴縁を内側に絞り込む加工。張り出しの逆方向 | パイプ接続部・特殊形状ジョイント等 |
「薄板にねじ穴を設けたい」という場面で、バーリング加工はどのような位置づけになるのでしょうか。他の方法と比較すると以下のようになります。
| 比較項目 | バーリング加工 | タップ加工(穴開けのみ) | ナット溶接・カシメ |
|---|---|---|---|
| 工程数 | 少ない(プレスで一体成形) | 多い(別工程でタップ) | 多い(溶接・カシメ工程追加) |
| コスト | 低〜中 | 中 | 高 |
| 薄板への適性 | 高い(有効ねじ山を確保) | 低い(ねじ山が少ない) | 中(ナット厚分スペース要) |
| 強度 | 中(板厚・材質に依存) | 低い(薄板では不十分な場合あり) | 高い |
| 主な用途 | 軽荷重のねじ締結、位置決め | 嵌合穴・ガイド穴 | 高強度ねじ締結 |
ポイント:薄板でねじ締結が必要な場合、バーリング加工はコスト・工程数・軽量化の面で優位です。高荷重が求められる箇所には溶接ナットとの使い分けも有効です。
バーリング加工は、板厚や材質によって難易度が大きく変わります。藤井製作所では板厚0.2mm〜5.0mmまでの幅広い素材に対応しており、主な対応材質は以下のとおりです。
一般に延性の高い材料ほど、フランジを高く立ち上げやすくなります。一方、ステンレスや高強度鋼では割れリスクが高まるため、設計段階から加工業者への相談をおすすめします。
バーリングで立ち上げられるフランジには限界高さがあります。限界を超えると、フランジ根元に割れが生じる原因になります。一般的な目安として、フランジ高さは板厚の2〜4倍程度が安全圏とされています。さらにタップを立てる場合は、確保したい有効ねじ山数に応じた高さが必要です。
設計の注意点:フランジ高さを増やしたい場合は、材料の伸び率(El値)の高いものを選ぶか、下穴径を大きめに調整する方法があります。具体的な数値は材質・板厚ごとに異なるため、藤井製作所への事前相談をご活用ください。
藤井製作所のプレス加工では、標準的な寸法公差として±0.1を確保しています。バーリング加工特有の精度影響因子としては、以下が挙げられます。
精密な寸法が求められる製品については、試作→寸法確認→量産というステップを踏むことを推奨しています。
ステンレス(SUS304)は耐食性・光沢に優れる反面、プレス加工の難易度が高い材料です。バーリング加工においても以下の点に注意が必要です。
藤井製作所では、パンチのインパクト瞬間をスロー・制動するサーボプレス制御により、素材や金型へのダメージを最小化した精密なSUS304加工を実現しています。
バーリング加工では、下穴径・材料・金型・加工条件が絡み合って不良が発生します。主な不良現象とその原因・対策を整理します。
| 不良現象 | 主な原因 | 対策 | 予防策 |
|---|---|---|---|
| 割れ(クラック) | 下穴径が小さすぎる、材料の延性不足、送り速度が速い | 下穴径を大きめに設定、加工速度を落とす | 材質の伸び率を事前確認。SUSは特に注意 |
| フランジのバリ | パンチ・ダイの刃こぼれ、クリアランス不適切 | 工具交換、クリアランス再設定 | 定期的な金型メンテナンス |
| だれ(穴縁の変形) | パンチRが大きすぎる、押さえ圧不足 | パンチ形状の見直し、押さえ力の増加 | 設計段階でパンチRを材料に合わせて選定 |
| 寸法ばらつき | スプリングバック、材料ロットのばらつき | 金型補正、素材ロット管理の徹底 | 試加工で寸法確認後、量産へ移行 |
藤井製作所では加工前に素材の確認を徹底し、不良発生を未然に防ぐ工程管理を行っています。トラブルが発生した場合も、長年のプレス加工ノウハウをもとに迅速に原因を特定・対応いたします。
バーリング加工は、ねじ締結・位置決め・パイプ接続など多様な目的で各産業に採用されています。
| 業界 | 製品・部品例 | バーリング加工の役割 |
|---|---|---|
| 自動車 | ボディパネル、ブラケット、センサー取付部品 | 締結穴の強度確保・配線通し穴 |
| 産業用装置 | 装置フレーム、カバー、配電盤筐体 | ねじ止め箇所の薄板補強 |
| 建築・建材 | 金属サッシ部品、ダクト継手 | パイプ接続部のフランジ形成 |
| ミシン・精密機器 | フレーム部品、軸受け周辺部品 | 高精度位置決め穴・軸受け保持部 |
| 医療機器 | 鋼製小物、装置筐体 | 清掃しやすいフランジ形状・精密穴 |
藤井製作所では自動車車体部品・産業用装置部品・ミシン部品・建築部品など、多岐にわたる分野の受託加工実績があります。
バーリング加工は、後続の追加工と組み合わせることで部品の付加価値をさらに高められます。藤井製作所の一貫生産体制では、以下のような工程をまとめてお任せいただけます。
本記事では、バーリング加工の基礎知識から設計ポイント・不良対策・用途まで幅広くご紹介しました。
藤井製作所では、金型の設計・製作からプレス加工・機械加工・表面処理・アッセンブリまでを一貫して承っています。バーリング加工をはじめとする精密プレス加工のご相談は、お気軽にお問い合わせください。
株式会社 藤井製作所
TEL.04-7143-7136
〒277-0861
千葉県柏市高田1116-46